Few intriguing success stories from some great brands.
It is a Fortune 200 company, whose clients are IC manufacturer companies. They’re focused on driving innovation in the semiconductor industry to develop cutting-edge technology that will shape the future.

Required a cost-effective solution for scalable storage and big data analytics capabilities for end-to-end management of data.

Needed streamlining of IC quality control processes.

Efficient handling of large amounts of data in a stable, low-latency, and secure manner was becoming a challenge.

Support for seamless processing of data for predictive performance & analytics and management of resources.

Improving imaging techniques for better fault detection in the production line.

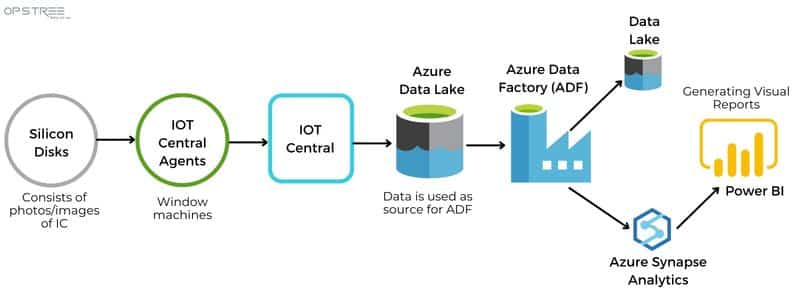
Data is constantly clicked from a vast Silicon Disk that requires ingestion, compilation, and analysis to generate structured visualization reports for use by Data Scientists.

No loss of data while transitioning and the data source remained available whether it was active or inactive
Simplified quality assessment at every stage of data transition.

Instant alerts for any faults or issues at any stage during the Data transition

Hundreds of terabytes of data are seamlessly ingested into the ETL system on a daily basis.
Gained real-time visibility and comprehensive monitoring at every step of the data journey – from source to analysis, filtration, and visualization.